
In sostanza, la finitura superficiale nella lavorazione meccanica si riferisce alle piccole irregolarità che rimangono sulla superficie di un componente dopo la lavorazione. Queste irregolarità sono generalmente raggruppate in tre categorie:
Ora immaginate due estremi:
L'equilibrio tra velocità di produzione e qualità di finitura è ciò in cui l'esperienza conta. Lo vediamo ogni giorno quando parti di lavorazione per clienti di tutti i settori. La finitura giusta può fare la differenza tra un pezzo che supera l'ispezione e uno che finisce nel bidone degli scarti. A KesoGrazie alle nostre avanzate configurazioni di lavorazione e al rigoroso controllo dei processi, non dobbiamo scegliere tra efficienza e precisione: otteniamo entrambe.
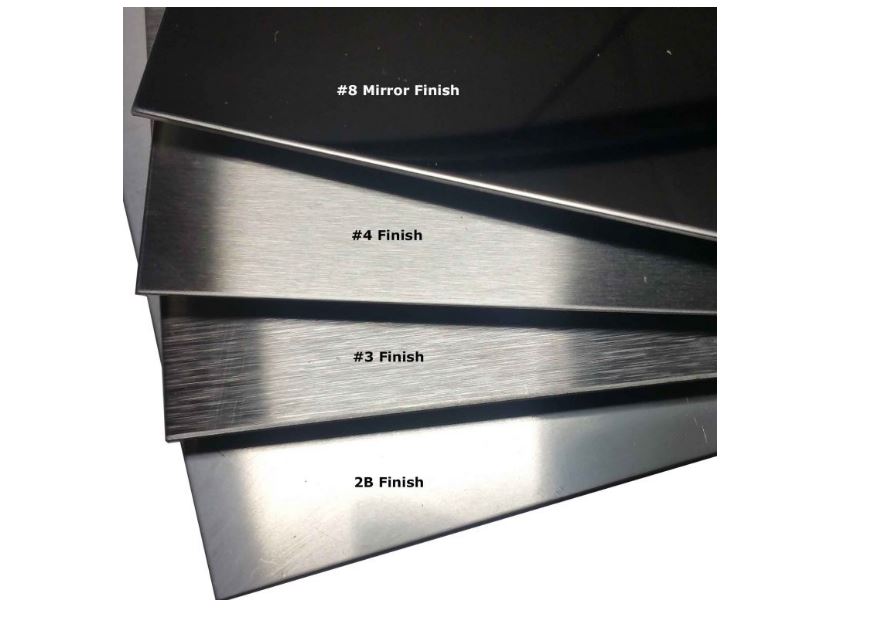
Non tutti i pezzi necessitano di una superficie a specchio. Ecco perché i meccanici parlano di diversi tipi di finitura superficiale, ognuno adatto a una diversa applicazione:
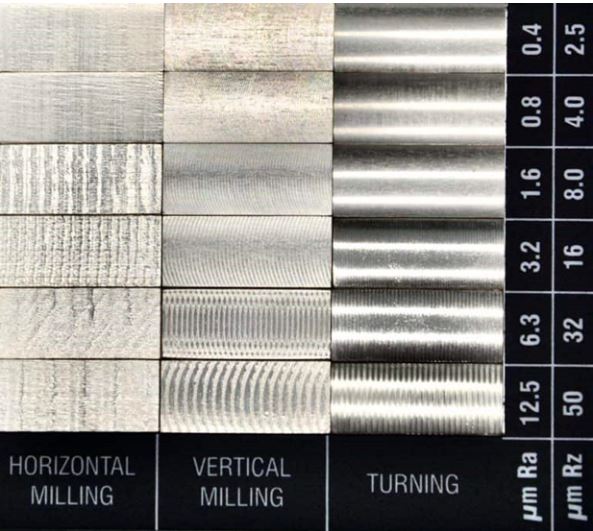
Per misurare e confrontare queste finiture, gli ingegneri utilizzano scale come:
In Keso non ci limitiamo a calcolare Ra e Rz sulla carta, ma li convalidiamo con apparecchiature di prova interne e li supportiamo con opzioni di finitura reali come la pallinatura, l'anodizzazione, la spazzolatura e la lucidatura a specchio, garantendo ai clienti sia i numeri che la qualità superficiale richiesta dalla loro applicazione.
Nella lavorazione meccanica, queste misurazioni sono spesso collegate a una scala di finitura superficiale per la lavorazione (talvolta indicata come numeri N, come N1 = super fine, N12 = ruvida). Ad esempio:
Disporre di una scala di finitura superficiale standardizzata per la lavorazione meccanica consente a macchinisti, ingegneri e responsabili degli acquisti di "parlare la stessa lingua" nella definizione dei requisiti dei componenti. E quando entrano in gioco le tolleranze, è qui che l'esperienza del nostro team nei servizi di lavorazione meccanica e finitura garantisce che il componente finale funzioni come previsto.
SLa finitura superficiale è più di una scelta estetica, in Lavorazione CNCDetermina l'attrito, la resistenza all'usura, la capacità di tenuta e persino il modo in cui un componente interagisce con i rivestimenti o le parti di accoppiamento. La comprensione delle tabelle di finitura, delle unità di misura e dei metodi di prova reali garantisce che i vostri componenti soddisfino sia le esigenze funzionali che estetiche. Consigliamo ai clienti quali finiture superficiali offrono loro il miglior equilibrio tra funzionalità, durata e costo. Perché a volte un componente aerospaziale lucidato a specchio ha senso, mentre a volte una finitura fresata di base è tutto ciò di cui si ha bisogno. Questo è il tipo di guida che offriamo a ogni progetto che gestiamo.
I diversi settori utilizzano parametri diversi per la rugosità superficiale. Nella lavorazione meccanica, i più comuni sono Ra (rugosità media), Rz (altezza media picco-valle) e N (numeri di qualità, per lo più basati su standard ISO).
Ecco una tabella di conversione effettivamente utilizzata dai nostri ingegneri:
| Grado di rugosità (N) | Ra (µm) | Ra (µin) | Esempio di processo tipico |
| N1 | 0,025 | 1 | Superfinitura / Lappatura |
| N2 | 0,05 | 2 | Lappatura / Levigatura |
| N3 | 0,1 | 4 | Macinazione fine |
| N4 | 0,2 | 8 | Molatura / Lucidatura |
| N5 | 0,4 | 16 | Fresatura fine / Tornitura |
| N6 | 0,8 | 32 | Fresatura/Tornitura Standard |
| N7 | 1.6 | 63 | Lavorazione CNC generale |
| N8 | 3.2 | 125 | Fresatura grezza |
| N9 | 6.3 | 250 | Tornitura grezza |
| N10 | 12.5 | 500 | Tagli pesanti, superfici fuse |
L'acciaio inossidabile richiede spesso controlli più rigorosi sulla finitura superficiale rispetto ai metalli più teneri, soprattutto in settori come quello alimentare, aerospaziale e dei dispositivi medici. Quando lavoriamo alberi in acciaio inossidabile per clienti del settore alimentare, una finitura liscia non è solo estetica, ma previene la proliferazione batterica e garantisce la conformità. Questi sono i dettagli che ci stanno a cuore in JLCCNC.
Consiglio: l'acciaio inossidabile si indurisce. Utilizzare utensili più affilati, un refrigerante adeguato ed evitare passaggi di sfregamento aiuta a mantenere la qualità della superficie.
Abbiamo anche scoperto che bilanciare le velocità di avanzamento con il giusto rivestimento degli utensili fa la differenza. Un cliente del settore medicale si è rivolto a noi con prototipi di impianti grezzi e, dopo aver ottimizzato i parametri, abbiamo consegnato superfici sufficientemente lisce da superare gli standard di ispezione chirurgica. Una finitura grezza potrebbe comportare un attrito maggiore, un'usura più rapida e, a volte, componenti che non si adattano nemmeno correttamente. E, onestamente, è qui che una buona officina CNC fa la differenza: chiunque può tagliare, ma non tutti possono fornire quella finitura pulita e uniforme che consente di risparmiare rilavorazioni e costi successivi.
 ISCRIVITI ALLA NOSTRA NEWSLETTER
ISCRIVITI ALLA NOSTRA NEWSLETTER
WHATSAPP : +86-15375471059
E-mail : allan@safekeso.com
Numero di telefono : +86 15375471059



















